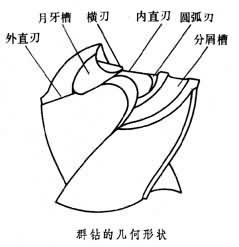
將標準麻花鑽的切削部分修磨成特殊形狀的鑽頭。群鑽是中國人倪志福於1953年創造的,原名倪志福鑽頭,後經本人倡議改名為“群鑽”,寓群眾參予改進和完善之意。標準麻花鑽的切削部分由兩條主切削刃和一條橫刃構成,最主要的缺點是橫刃和鑽心處的負前角大,切削條件不利。群鑽是把標準麻花鑽的切削部分磨出兩條對稱的月牙槽,形成圓弧刃,並在橫刃和鑽心處經修磨形成兩條內直刃。這樣,加上橫刃和原來的兩條外直刃,就將標準麻花鑽的“一尖三刃”磨成瞭“三尖七刃”(見圖)。修磨後鑽尖高度降降低,橫刃長度縮短,圓弧刃、內直刃和橫刃處的前角均比標準麻花鉆相應處大。因此,用群鉆鉆削鋼件時,軸向力和扭矩分別比標準麻花鉆降低30~50%和10~30%,切削時產生的熱量顯著減少。標準麻花鉆鉆削鋼件時形成較寬的螺旋形帶狀切屑,不利於排屑和冷卻。群鉆由於有月牙槽,有利於斷屑、排屑和切削液進入切削區,進一步減小瞭切削力和降低切削熱。由於以上原因,刀具壽命(見金屬切削原理)可比標準麻花鉆提高2~3倍,或生產率提高2倍以上。群鉆的三個尖頂,可改善鉆削時的定心性,提高鉆孔精度。為瞭鉆削鑄鐵、紫銅、黃銅、不銹鋼、鋁合金和鈦合金等各種不同性質的材料,群鉆又有多種變型,但“月牙槽”和“窄橫刃”仍是各種群鉆的基本特點。
參考書目
北京永定機械廠"群鉆"小組著:《群鉆》,上海科學技術出版社,上海,1982。