對鑄造用的砂型或型芯進行加熱,使其所含水分汽化、蒸發以達到乾燥目的的工業爐。砂型或型芯中的有機物,如木屑等,也在加熱過程中被燒去,從而使砂型的透氣性增加。型芯中的一些粘接劑,如油類和瀝青等,經過加熱才具有粘接能力,從而使型芯的強度增加。
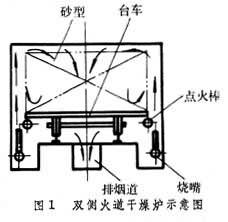
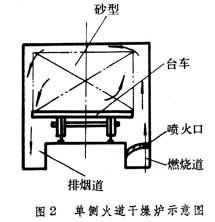
乾燥溫度取決於砂型或型芯的物料組成,砂型的乾燥溫度為400~500℃,型芯的乾燥溫度為200~350℃。這種爐子多為火焰爐,要求爐內有良好的氣流迴圈條件。爐室寬度大於2米時兩側應設火道,,中間設排煙道(圖1)。爐室寬度小於2米時可一側設火道,另一側設排煙道(圖2)。砂型和型芯幹燥爐一般做成帶有爐門的室狀爐膛。砂型或型芯裝在臺車上,沿軌道送入爐內加熱(幹燥)。砂型在爐內的幹燥時間,依裝載量多少、砂型大小和物料組成情況而定。當砂型或型芯的品種同一、批量很大時,則采用連續式幹燥爐,用輸送鏈條或活動小車將砂型或型芯連續地通過劃分有溫度區段的爐內進行幹燥,這種爐型的幹燥效率高。
隨著紅外線技術的發展,遠紅外幹燥爐已廣泛應用。發射遠紅外線的器具有各種電熱式遠紅外輻射器和煤氣遠紅外輻射器。輻射器一般由遠紅外塗料層、發熱體或熱源、基體和附件組成。塗料層在一定溫度下能發射出所需要的遠紅外線。遠紅外線的波長范圍為6~15微米,具有很高的穿透能力,用於幹燥砂型時,水分蒸發能力大於用煙氣幹燥,因而可以縮短幹燥周期。