利用金屬的電解沉積原理來精確複製某些複雜或特殊形狀工件的特種加工方法。它是電鍍的特殊應用。電鑄是俄國學者Б.С.雅可比於1837年發明的。最初主要用於複製金屬藝術品和印刷版,19世紀末開始用於製造唱片壓模,以後應用範圍逐步擴大。
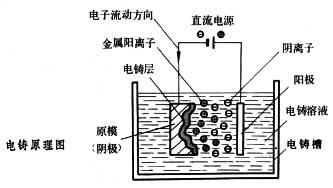 圖為電鑄的基本原理。。把預先按所需形狀制成的原模作為陰極,用電鑄材料作為陽極,一同放入與陽極材料相同的金屬鹽溶液中,通以直流電。在電解作用下,原模表面逐漸沉積出金屬電鑄層,達到所需的厚度後從溶液中取出,將電鑄層與原模分離,便獲得與原模形狀相對應的金屬復制件。
圖為電鑄的基本原理。。把預先按所需形狀制成的原模作為陰極,用電鑄材料作為陽極,一同放入與陽極材料相同的金屬鹽溶液中,通以直流電。在電解作用下,原模表面逐漸沉積出金屬電鑄層,達到所需的厚度後從溶液中取出,將電鑄層與原模分離,便獲得與原模形狀相對應的金屬復制件。
電鑄的金屬通常有銅、鎳和鐵3種,有時也用金、銀、鉑鎳-鈷、鈷-鎢等合金,但以鎳的電鑄應用最廣。電鑄層厚度一般為0.02~6毫米,也有厚達25毫米的。電鑄件與原模的尺寸誤差僅幾微米。
電鑄的主要用途是精確復制微細、復雜和某些難於用其他方法加工的特殊形狀工件,例如制作紙幣和郵票的印刷版、唱片壓模、鉛字字模、金屬藝術品復制件、反射鏡、表面粗糙度樣塊、微孔濾網、表盤、電火花成型加工用電極、高精度金剛石磨輪基體等。
原模的材料有石膏、蠟、塑料、低熔點合金、不銹鋼和鋁等。原模一般采用澆註、切削或雕刻等方法制作,對於精密細小的網孔或復雜圖案,可采用照相制版技術。非金屬材料的原模須經導電化處理,方法有塗敷導電粉、化學鍍膜和真空鍍膜等。
對於金屬材料的原模,先在表面上形成氧化膜或塗以石墨粉,以便於剝離電鑄層。
電鑄設備由電鑄槽、直流電源(一般是12伏,幾百至幾千安) 以及電鑄溶液的恒溫、攪拌、循環和過濾等裝置組成。電鑄溶液采用含有電鑄金屬離子的硫酸鹽、氨基磺酸鹽、氟硼酸鹽和氯化物等的水溶液。電鑄的主要缺點是效率低,一般每小時電鑄金屬層的厚度為0.02~0.05毫米。采用高濃度電鑄溶液,並適當提高溶液溫度和加強攪拌等措施,可以提高電流密度,縮短電鑄時間,從而可以提高電鑄效率。這種方法在鎳的電鑄中已獲得應用。