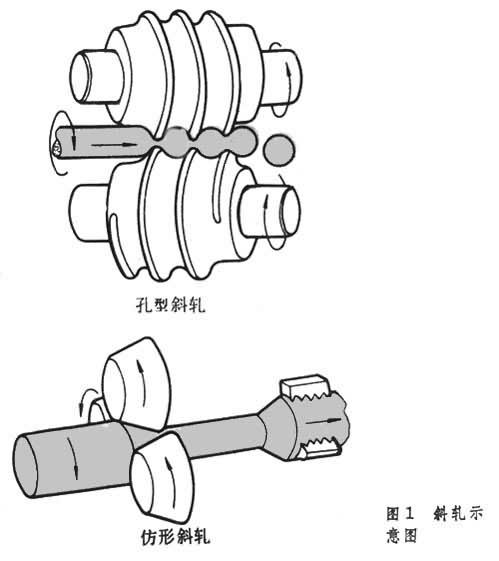
利用旋轉的軋輥使金屬坯料逐步變形製成工件的鍛造成形方法,屬於旋轉鍛造。成形軋製時的變形是逐步的、連續的、旋轉的,所以生產效率高,設備運轉平穩,易於實現機械化和自動化。這種成形方法適用於製造軸、軸承環、鋼球、絲杠、齒輪和小工具等。成形軋製一般分為縱軋、橫軋和斜軋。
縱軋 坯料送進方向與軋輥軸線垂直,且兩個軋輥相向旋轉,與軋鋼原理相似。
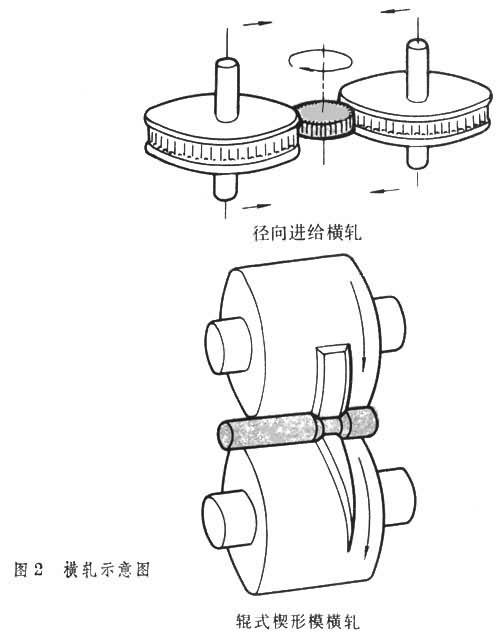
橫軋 兩軋輥彼此平行,旋轉方向相同。坯料僅在輥縫間轉動而無軸向運動(圖2)。橫軋的軋制成形過程可以通過軋輥徑向進給或軋輥表面逐漸升高的楔形凸起孔型來實現。後者稱為楔形模橫軋。楔形模橫軋機有輥式、板式和行星式3種。前兩種在生產中使用最多,其結構分別與孔型斜軋和搓絲機相仿。