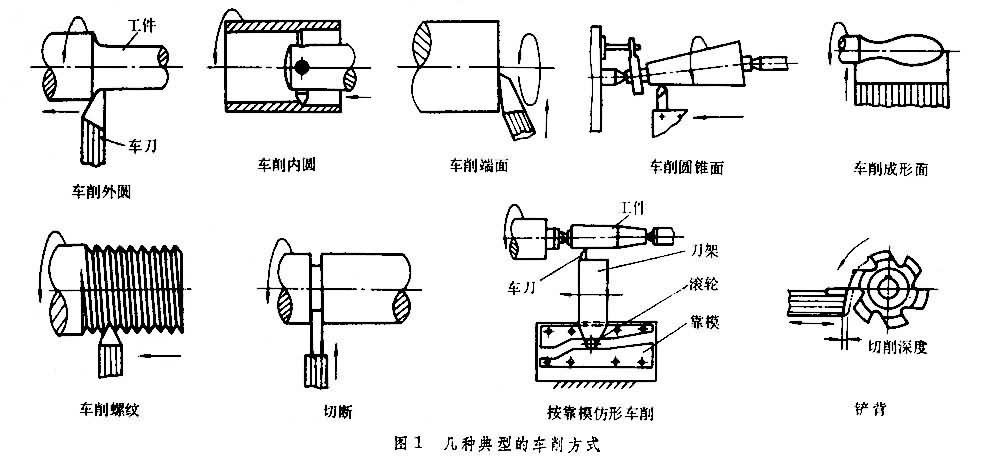
工件旋轉,車刀在平面內作直線或曲線移動的切削加工。車削一般在車床上進行,用以加工工件的內外圓柱面、端面、圓錐面、成形面和螺紋(見螺紋加工)等。圖1是幾種典型的車削方式。車削內外圓柱面時,車刀沿平行於工件旋轉軸線的方向運動。車削端面或切斷工件時,車刀沿垂直於工件旋轉軸線的方向水準運動。如果車刀的運動軌跡與工件旋轉軸線成一斜角,就能加工出圓錐面。車削成形的回轉體表面,可採用成形刀具法或刀尖軌跡法(見切削加工)。

車削時,工件由機床主軸帶動旋轉作主運動;夾持在刀架上的車刀作進給運動。切削速度v是旋轉的工件加工表面與車刀接觸點處的線速度(米/分);切削深度是每一切削行程時工件待加工表面與已加工表面間的垂直距離(毫米),但在切斷和成形車削時則為垂直於進給方向的車刀與工件的接觸長度(毫米)。進給量表示工件每轉一轉時車刀沿進給方向的位移量(毫米/轉),也可用車刀每分鐘的進給量(毫米/分)表示。用高速鋼車刀車削普通鋼材時,切削速度一般為25~60米/分,硬質合金車刀可達80~200米/分;用塗層硬質合金車刀時最高切削速度可達300米/分以上。
車削一般分粗車和精車(包括半精車)兩類。粗車力求在不降低切速的條件下,采用大的切削深度和大進給量以提高車削效率,但加工精度隻能達IT11,表面粗糙度為Rα20~10微米;半精車和精車盡量采用高速而較小的進給量和切削深度,加工精度可達IT10~7,表面粗糙度為Rα10~0.16微米。在高精度車床上用精細修研的金剛石車刀高速精車有色金屬件,可使加工精度達到IT7~5,表面粗糙度為Rα0.04~0.01微米,這種車削稱為“鏡面車削”。如果在金剛石車刀的切削刃上修研出0.1~0.2微米的凹、凸形,則車削的表面會產生凹凸極微而排列整齊的條紋,在光的衍射作用下呈現錦緞般的光澤,可作為裝飾性表面,這種車削稱為“虹面車削”。
車削加工時,如果在工件旋轉的同時,車刀也以相應的轉速比(刀具轉速一般為工件轉速的幾倍)與工件同向旋轉,就可以改變車刀和工件的相對運動軌跡,加工出截面為多邊形(三角形、方形、棱形和六邊形等)的工件(圖2)。如果在車刀縱向進給的同時,相對於工件每一轉,給刀架附加一個周期性的徑向往復運動,就可以加工凸輪或其他非圓形斷面的表面。在鏟齒車床上,按類似的工作原理可加工某些多齒刀具(如成形銑刀、齒輪滾刀)刀齒的後刀面,稱為“鏟背”(見刀具)。