利用裝在振動頭上的細粒度
油石對精加工表面進行的精整加工(見
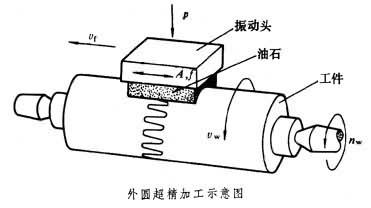
切削加工)。超精加工一般安排在精磨工序後進行,其加工餘量僅幾微米,適於加工曲軸、軋輥、軸承環和各種精密零件的外圓、內圓、平面、溝道表面和球面等。圖為外圓超精加工的方法。在充分的冷卻潤滑條件件下,安裝在振動頭上的細粒度油石以壓力
p(一般取0.05~0.3兆帕)與工件接觸,並作振幅為
A(一般取1~6毫米)、頻率為
f(一般取5~50赫)的縱向振動;工件作轉速為
n
W的旋轉運動(圓周速度
v
W一般不超過700米/分,最高可達1000米/分)。因此,油石上的磨粒相對於工件表面的綜合運動軌跡為一正弦曲線,這有利於磨粒保持鋒利的切削刃和有效地消除工件表面的形狀誤差。如工件表面比油石長,則油石或工件還應有速度為
v
f的縱向進給運動。超精加工過程可分為4個階段:①開始時油石磨掉粗糙凸峰的強烈切削階段;②工件粗糙層被磨除後的正常切削階段;③磨粒變鈍,其作用是由切削過渡到摩擦拋光的微弱切削階段;④油石和工件已很光滑,接觸面積大大增加,因而壓強下降,磨粒已不能穿破油膜與工件接觸,於是進入停止切削階段。與磨削比較,超精加工能在幾秒至幾十秒鐘內,把工件的
表面粗糙度由
R
α0.63~0.16微米改善到
R
α0.08~0.01微米,並能有效地去除磨削產生的振痕、波紋、螺旋線等缺陷以及極易磨損的凸峰和變質層等,從而大大提高工件的使用壽命。超精加工常用的油石的
磨料粒度為W0.5~W28,粒度越細加工表面越光潔;常用的
切削液為80%左右的煤油加20%左右的機油,並經嚴格過濾。