由電動機通過機械傳動系統直接驅動的鍛壓機械。又稱機械壓力機或曲柄壓力機。其工作原理見圖。電動機通過帶輪、齒輪帶動曲柄滑塊機構(由偏心齒輪、連桿和滑塊組成),將旋轉運動變為滑塊的往復運動,通過模具衝壓工件。壓力機所受的工作載荷是衝擊性的,在一個工作週期內,有載荷的時間很短,大部分為空程時間,為瞭合理選擇電動機,傳動系統中均裝有飛輪,圖中的大皮帶輪即為飛輪。在工作行程中,飛輪減速,放出能量。空程時飛輪加速,積積儲能量。壓力機進行沖壓時,多數為間歇性工作,因而在傳動系統中裝有離合器和制動器。壓力機的規格是用公稱工作力(千牛)表示,即滑塊在離下止點某一特定距離(2~13毫米,視規格大小而定)下所能承受的最大壓力。若大於此距離,壓力機所能承受工件變形力就要小於公稱工作力。
壓力機廣泛用於汽車、電器、儀表及日用品等行業,類型很多,按工藝用途可作以下分類:
①通用壓力機。用於沖裁、落料、彎曲和成形工藝。通用壓力機又可分為開式和閉式兩種。開式壓力機又稱沖床,機身三面敞開,操作方便,但剛度較低,影響工件精度和模具壽命,多用於中小零件的生產。圖示的壓力機采用剛性離合器,安全性較差。現在有采用摩擦離合器的,安全性較好,但成本較高。閉式壓力機機身左右封閉,剛性較好,工件精度較高,但操作不如開式的方便,多用於大型零件的生產。
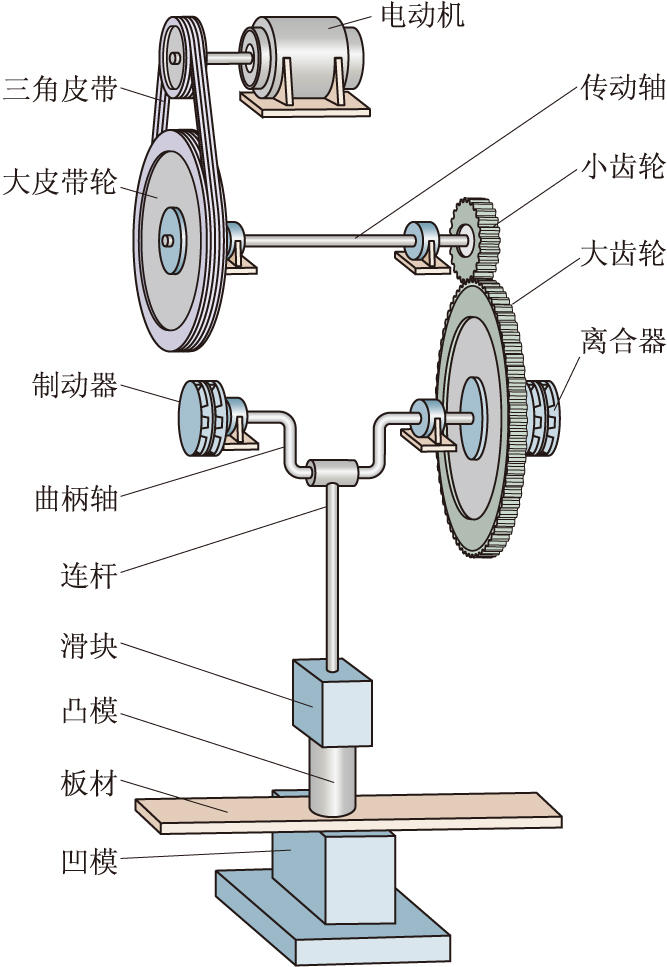 壓力機工作原理圖
壓力機工作原理圖
壓力機的滑塊平面有不同尺寸,與其連接的連桿分別采用一根、兩根或四根,因而相應有單點壓力機、雙點壓力機和四點壓力機。
②拉深壓力機。用於拉深工藝。拉深壓力機多為雙動的,即有內外兩個滑塊。拉深時,外滑塊先壓緊工件的邊緣,內滑塊再將工件拉深成形。回程時,內滑塊先松開,外滑塊後離開。大型寬臺面的雙動拉深壓力機是制造汽車外殼覆蓋件的主要設備。
③板料沖壓自動壓力機。又分為多工位自動壓力機和高速自動壓力機。多工位自動壓力機適用於連續傳送工件的自動沖壓工藝,如車燈等杯形零件。高速自動壓力機適用於連續傳送板料的自動沖壓工藝,如電機的轉子和定子的矽鋼片的制造。
④數控步沖壓力機。又稱回轉頭壓力機。此種壓力機借助於工作臺的前後左右移動和通用模具的連續沖裁,可將板料沖擊成不同形狀的孔洞。通用模具可以是單個,也可以是多個的。多個沖頭裝在滑塊的回轉頭上。工作臺的移動和模具的轉換均通過計算機控制來完成。隻需變換程序指令便可用一個通用模具或有限的幾個通用模具沖壓成各種各樣的零件,如電器櫃或儀表箱的面板。因此,此種壓力機特別適用於多品種小批量生產。
⑤擠壓機。此種壓機剛度較好,導向精度較高,能量較大,用於冷熱擠壓工藝。
⑥熱模鍛壓力機。此種壓力機剛度較好,承受偏載能力較強,可進行多模膛模鍛,有強勁的上頂料裝置,鍛件拔模斜度較小,精度較高。
此外尚有平鍛機、冷鐓自動機等。
推薦書目
中國機械工程學會鍛壓學會. 鍛壓手冊: 第3卷. 2版. 北京: 機械工業出版社, 2002.