以通用部件為基礎,配以少量按工件特定形狀和加工工藝設計的專用部件和夾具(見機床夾具)而組成的半自動或自動專用機床。組合機床一般採用多軸、多刀、多工序、多面或多工位元同時加工的方式,生產效率比通用機床高幾倍至幾十倍。由於通用部件已經標準化和系列化,可以根據需要靈活配置,能縮短設計和製造週期。因此,組合機床兼有低成本和高效率的優點,在大批、大量生產中得到廣泛應用,並可用以組成自動生產線。圖1為曲型組合機床的組成。組合機床一般用於加工箱體類或特殊形狀的零件。加工時時,工件一般不旋轉,由刀具的旋轉運動和刀具與工件的相對進給運動來實現鉆孔、擴孔、锪孔(見鉆削)、鉸孔(見鉸削)、鏜孔(見鏜削)、銑削平面、切削內外螺紋以及加工外圓和端面等。有的組合機床采用車削頭夾持工件使之旋轉,由刀具作進給運動,也可實現某些回轉體類零件(如飛輪、汽車後橋半軸等)的外圓和端面加工。
20世紀70年代以來,隨著可轉位刀具、密齒銑刀、鏜孔尺寸自動檢測和刀具自動補償技術的發展,組合機床的加工精度也有所提高。銑削平面的平面度可達0.05毫米/1000毫米,表面粗糙度可低達Ra2.5~0.63微米;鏜孔精度可達IT7~6級,孔距精度可達0.03~0.02微米。
簡史 專用機床是隨著汽車工業的興起而發展起來的。在專用機床中某些部件因重復使用,逐步發展成為通用部件,因而產生瞭組合機床。最早的組合機床是1911年在美國制成的,用於加工汽車零件。初期,各機床制造廠都有各自的通用部件標準。為瞭提高不同制造廠的通用部件的互換性,便於用戶使用和維修,1953年美國福特汽車公司和通用汽車公司與美國機床制造廠協商,確定瞭組合機床通用部件標準化的原則,即嚴格規定各部件間的聯系尺寸,但對部件結構未作規定。1973年,國際標準化組織(ISO)公佈瞭第一批組合機床通用部件標準。1975年,中國第一機械工業部頒佈瞭中國的第一批組合機床通用部件標準。這個標準綜合考慮瞭汽車、農業機械、紡織和儀器儀表等各行業的需要,適用范圍比較廣泛。
通用部件 通用部件按功能分為動力部件、支承部件、輸送部件、控制部件和輔助部件5類。
動力部件 為組合機床提供主運動和進給運動的部件。主要有動力箱、切削頭和動力滑臺。①動力箱:它的功能是將電動機的旋轉運動傳遞給主軸箱。主軸箱是按工藝要求而設計的專用部件,一般具有幾個至幾十個主軸,供安裝刀具之用。②切削頭:它的功能是將電動機的旋轉運動經減速後傳遞給主軸,用於單一工序的加工,有鉆削頭、銑削頭、攻絲頭、鏜削頭和車削頭等。③動力滑臺:用於安裝動力箱或切削頭,以實現刀具的進給運動。動力滑臺有臺面沿單一軸線移動的普通滑臺和臺面沿相互垂直的兩個軸線移動的十字滑臺,由絲杠、凸輪、液壓、氣動和氣動液壓等驅動。
支承部件 用以安裝動力滑臺、帶有進給機構的切削頭或夾具等的部件,有側底座、中間底座、支架、可調支架、立柱和立柱底座等。
輸送部件 用以輸送工件或主軸箱至加工工位的部件,有分度回轉工作臺、環形分度回轉工作臺、分度鼓輪和往復移動工作臺等。
控制部件 用以控制機床的自動工作循環,有液壓站、電氣櫃和操縱臺等。
輔助部件 有潤滑裝置、冷卻裝置和排屑裝置等。
配置型式 組合機床的基本配置型式有單工位和多工位兩大類,每類中又有多種配置方式。
單工位組合機床 工件被夾壓在機床的固定夾具上,根據被加工面的數量(單面和多面)和位置(水平、垂直和傾斜)佈置動力部件(圖1)。這種單工位組合機床通常隻能對各個加工部位同時進行一次加工,能夠保證各加工面有較高的相互位置精度,適用於大、中型箱體件的加工。
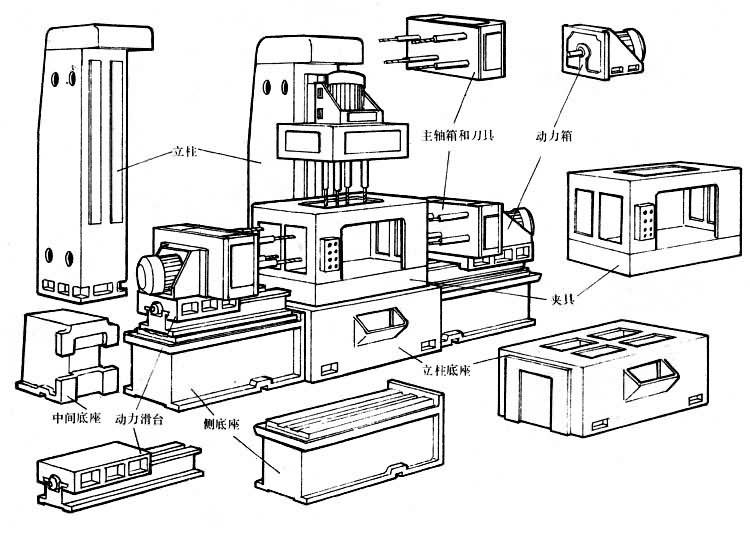 圖1 典型組合機床的組成
圖1 典型組合機床的組成
 圖2 多工位組合機床
圖2 多工位組合機床
多工位組合機床 工件及其夾具由輸送部件依次送到各加工工位,能對加工部位進行多次加工。這種機床通常設有單獨的裝卸工位,使輔助時間的機動時間相重合,生產率較高,適用於大批、大量生產各種形狀復雜的中、小型工件。多工位組合機床依輸送部件又分為4種(圖2)。①回轉工作臺式組合機床:工作由分度回轉工作臺輸送到各工位順次加工。動力部件按工序分佈於工作臺周圍,臥式或立式安裝均可。這種機床適用於對工件的頂面和側面進行多工序加工。②鼓輪式組合機床:工件裝夾在鼓輪的棱面或端面上,鼓輪回轉軸常為水平安裝。動力部件佈置在鼓輪兩側。通過鼓輪的回轉分度,將工件順次送到各工位進行加工。這種機床可以同時從兩個相對的方向加工,如在鼓輪的徑向安置動力部件,還可從第三個方向加工。③中央立柱式組合機床:工件由環形分度回轉工作臺輸送。動力部件安裝在工作臺中央的多面體立柱上,也可在工作臺周圍佈置臥式或傾斜式動力部件。這種機床適用於加工有相互垂直要求的孔和面的復雜零件,不用中央立柱時也可在工作臺中央佈置臥式動力部件。④往復移動工作臺式組合機床:工件由往復移動工作臺輸送,動力部件佈置在工作臺的兩側,一般為兩工位;若移動工作臺采取適當定位機構,也可成為三工位的。這種機床在同一時間內隻能有一個工位加工,且裝卸時間與加工時間不能重合,適用於大、中型工件的中批量生產。
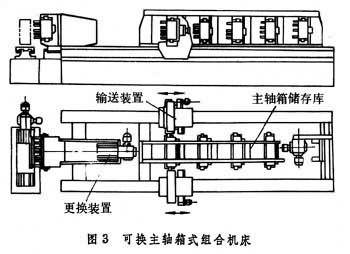

中小批量生產用的組合機床 為瞭使組合機床能在中小批量生產中得到應用,往往需要應用成組技術,把結構和工藝相似的零件集中在一臺組合機床上加工,以提高機床的利用率。這類機床常見的有兩種。①可換主軸箱式組合機床:機床帶有各種形式的主軸箱存儲庫(回轉式、步進式、多格倉庫式),靠輸送裝置和更換裝置來更換動力箱上的主軸箱(圖3)。②轉塔式組合機床:將幾個主軸箱裝在轉塔棱面上,按工序自動轉位,對工件的一面進行各種工序的粗、精加工(圖4)。完成一個面的加工後,工件轉位,順序對其他各面進行加工。(見彩圖)
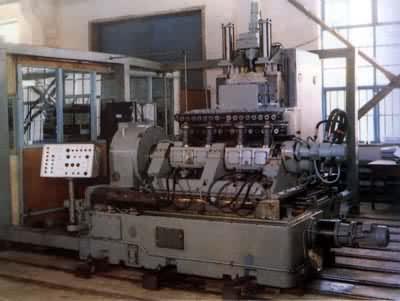
 可自動更換主軸箱的組合機床
大連組合機床研究所
可自動更換主軸箱的組合機床
大連組合機床研究所
 可加工多種牙輪鉆的五坐標組合機床
大連組合機床研究所
可加工多種牙輪鉆的五坐標組合機床
大連組合機床研究所
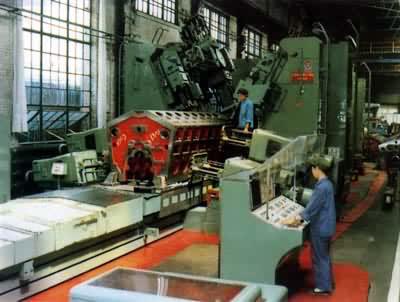
 加工和裝配連桿的組合機床自動線
大連組合機床研究所
加工和裝配連桿的組合機床自動線
大連組合機床研究所
 加工機車柴油機機體的數控組合機床
大連機車車輛廠
加工機車柴油機機體的數控組合機床
大連機車車輛廠
 加工電風扇後端蓋的回轉工作臺式組合機床
大連組合機床研究所
加工電風扇後端蓋的回轉工作臺式組合機床
大連組合機床研究所
 加工噴油泵上體的組合機床自動線
大連第二機床廠
加工噴油泵上體的組合機床自動線
大連第二機床廠
發展趨勢 組合機床的主要發展趨勢是:①采用調速電動機和滾珠絲杠副等傳動,以簡化結構、縮短生產節拍;②采用數字控制系統和主軸箱、夾具自動更換系統,以提高工藝可調性;③納入柔性制造系統。
參考書目
大連組合機床研究所編:《組合機床設計》,機械工業出版社,北京,1975。
E.D.Lloyd,Transfer and Unit MachineThe MachineryPubl.Co.,Brighton,England,1969.