測定材料被切削加工成一定尺寸精度和達到一定表面品質的難易程度的一種工藝性能試驗。通常以一定刀具壽命下的最高切削速度來衡量。對精加工來說,還需要增加加工精度和表面品質的指標。有時也以切削功率、切削力或斷屑的難易來衡量。
刀具壽命和切削速度的關係主要按圖中的磨損曲線試驗法評定。
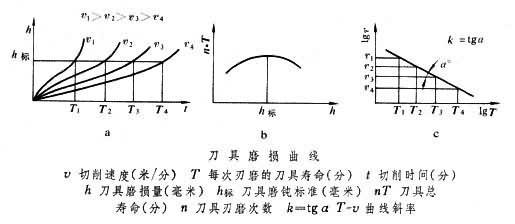
在規定的切削深度和切削進給量下,用4種切削速度測定不同切削時間t所對應的刀具後刀面磨損寬度或前刀面月牙窪深度h,在直角坐標上繪制磨損曲線(圖中a);根據實驗所得刀具總壽命nT與刀具允許磨損量h的關系曲線圖(圖中b),確定與最大nT值相對應的刀具磨鈍標準h標;再根據h標在圖中a得出不同切削速度下相應的刀具壽命T1...T4,列於雙對數坐標上,求出切削速度v與刀具壽命T之間的直線方程式(圖中c),即v=cv/T1/m(米/分),式中cv為常數(相當於T=1分時的切削速度),1/m為刀具耐用度指數。
評定加工表面質量是在一定切削條件下以不同切削速度進行自由切削,主要測出加工表面微觀不平度,建立不平度與切削速度之間的關系曲線。根據刀具徑向磨損大小與加工精度高低的反比關系,由測出的刀具徑向磨損速度與切削速度間關系,求出保證加工精度等級的刀具壽命,作為加工精度的評定指標。