用比母材熔點低的金屬材料作為釺料,用液態釺料潤濕母材和填充工件介面間隙並使其與母材相互擴散的焊接方法。釺焊變形小,接頭光滑美觀,適合於焊接精密、複雜和由不同材料組成的構件,如蜂窩結構板、透平葉片、硬質合金刀具和印刷電路板等。釺焊前對工件必須進行細緻加工和嚴格清洗,除去油污和過厚的氧化膜,保證介面裝配間隙。間隙一般要求在0.01~0.1毫米之間。
種類 根據焊接溫度的不同,釺焊可以以分為兩大類。焊接加熱溫度低於450℃稱為軟釬焊,高於450℃稱為硬釬焊。
軟釬焊 多用於電子和食品工業中導電、氣密和水密器件的焊接。以錫鉛合金作為釬料的錫焊最為常用。軟釬料一般需要用釬劑,以清除氧化膜,改善釬料的潤濕性能。釬劑種類很多,電子工業中多用松香酒精溶液軟釬焊。這種釬劑焊後的殘渣對工件無腐蝕作用,稱為無腐蝕性釬劑。焊接銅、鐵等材料時用的釬劑,由氯化鋅、氯化銨和凡士林等組成。焊鋁時需要用氟化物和氟硼酸鹽作為釬劑,還有用鹽酸加氯化鋅等作為釬劑的。這些釬劑焊後的殘渣有腐蝕作用,稱為腐蝕性釬劑,焊後必須清洗幹凈。
硬釬焊 接頭強度高,有的可在高溫下工作。硬釬焊的釬料種類繁多,以鋁、銀、銅、錳和鎳為基的釬料應用最廣。鋁基釬料常用於鋁制品釬焊。銀基、銅基釬料常用於銅、鐵零件的釬焊。錳基和鎳基釬料多用來焊接在高溫下工作的不銹鋼、耐熱鋼和高溫合金等零件。焊接鈹、鈦、鋯等難熔金屬、石墨和陶瓷等材料則常用鈀基、鋯基和鈦基等釬料。選用釬料時要考慮母材的特點和對接頭性能的要求。硬釬焊釬劑通常由堿金屬和重金屬的氯化物和氟化物,或硼砂、硼酸、氟硼酸鹽等組成,可制成粉狀、糊狀和液狀。在有些釬料中還加入鋰、硼和磷,以增強其去除氧化膜和潤濕的能力。焊後釬劑殘渣用溫水、檸檬酸或草酸清洗幹凈。
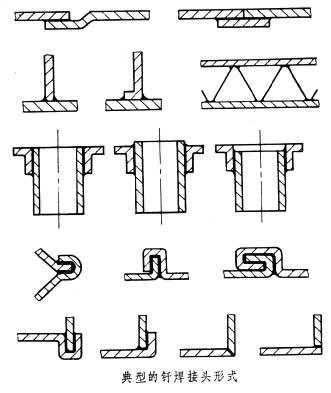
方法 釬焊常用的工藝方法較多,主要是按使用的設備和工作原理區分的。如按熱源區分則有紅外、電子束、激光、等離子、輝光放電釬焊等;按工作過程分有接觸反應釬焊和擴散釬焊等。接觸反應釬焊是利用釬料與母材反應生成液相填充接頭間隙。擴散釬焊是增加保溫擴散時間,使焊縫與母材充分均勻化,從而獲得與母材性能相同的接頭。圖為典型的釬焊接頭形式。
烙鐵釬焊 用於細小簡單或很薄零件的軟釬焊。
波峰釬焊 用於大批量印刷電路板和電子元件的組裝焊接。施焊時,250℃左右的熔融焊錫在泵的壓力下通過窄縫形成波峰,工件經過波峰實現焊接。這種方法生產率高,可在流水線上實現自動化生產。
火焰釬焊 用可燃氣體與氧氣或壓縮空氣混合燃燒的火焰作為熱源進行焊接。火焰釬焊設備簡單、操作方便,根據工件形狀可用多火焰同時加熱焊接。這種方法適用於自行車架、鋁水壺嘴等中、小件的焊接。
浸沾釬焊 將工件部分或整體浸入覆蓋有釬劑的釬料浴槽或隻有熔鹽的鹽浴槽中加熱焊接。這種方法加熱均勻、迅速、溫度控制較為準確,適合於大批量生產和大型構件的焊接。鹽浴槽中的鹽多由釬劑組成。焊後工件上常殘存大量的釬劑,清洗工作量大。
感應釬焊 利用高頻、中頻或工頻感應電流作為熱源的焊接方法。高頻加熱適合於焊接薄壁管件。采用同軸電纜和分合式感應圈可在遠離電源的現場進行釬焊,特別適用於某些大型構件,如火箭上需要拆卸的管道接頭的焊接。
爐中釬焊 將裝配好釬料的工件放在爐中進行加熱焊接,常需要加釬劑,也可用還原性氣體或惰性氣體保護,加熱比較均勻。大批量生產時可采用連續式爐。
真空釬焊 工件加熱在真空室內進行,主要用於要求質量高的產品和易氧化材料的焊接。