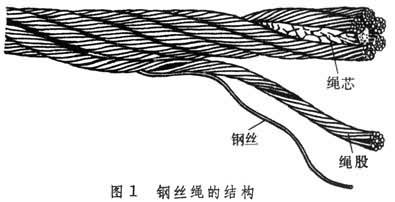
是用鋼絲撚製成的繩索,結構見圖1。中間的纖維繩稱繩芯,撚在繩芯周圍的鋼絲叫繩股。鋼絲繩直徑一般為3.15~65mm,最粗可達120mm,非撚制鋼絲繩直徑可達1000mm。19世紀初,歐洲已在礦井上使用鐵絲製成的繩索代替麻繩和鐵鏈;後來出現瞭鋼絲繩。鋼絲繩用途很廣,品種繁多。70年代末,世界鋼絲繩產量為全部鋼產量的0.3%左右。中國在1939年前後開始生產鋼絲繩,現在已能生產很多品種。
鋼絲繩的類型、結構和用途 鋼絲繩的類型、結構、原料和生產工藝取決於用途。一般鋼絲繩用直徑0.1~6.0mm 圓斷面的碳素鋼絲。捻制密封和半密封鋼絲繩時,采用 Z形和其他異型鋼絲。鋼絲繩的類型按用途分:有懸吊橋梁用繩和礦用鋼絲繩、架空索道用承載繩、傳動裝置用牽引繩、電梯用繩、捆紮和拖編貨物用系紮繩等。鋼絲繩的品種不斷增多,結構日益復雜,除采用各種塗層鋼絲外,還使用不銹鋼絲和雙金屬鋼絲。為確保鋼絲繩使用的安全性和可靠性,要求鋼絲繩有足夠的強度,良好的撓性、捻制的密實性、抗壓性、耐磨性、耐腐蝕性和抗疲勞強度等,其中強度最為重要。
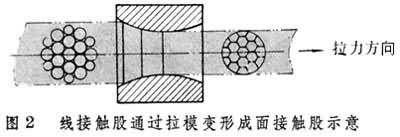
鋼絲繩的截面結構有點接觸圓股、線接觸圓股、面接觸圓股、異型股、單層股不旋轉、密封及扁平等。其中面接觸圓股鋼絲繩是靠捻股機的牽引力將線接觸繩股通過拔絲模或輥模拔制而成。通過拉模,繩股變形前和變形後的截面(圖2)。
鋼絲繩防腐 有塗油和鍍層兩種防腐措施。
塗油 所有鋼絲繩都必須塗油。纖維芯浸油,要求油脂能夠保護纖維芯不腐爛、不銹蝕鋼絲,滋潤纖維,並從內部潤滑鋼絲繩。表面塗油使繩股中所有鋼絲表面都均勻地塗上一層防銹潤滑油脂,其中對摩擦提升和礦水大的礦井用繩,要塗增磨和抗水性強的黑油油脂;其他用途則塗成膜性強、防銹性能好的紅油油脂,並要求油層薄,便於在操作過程中保持清潔。
鍍層 有鍍鋅、鍍鋁、塗尼龍或塑料等。鍍鋅又分鋼絲先鍍後拔的薄鍍層和鋼絲拔後鍍鋅的厚鍍層,厚鍍層的機械性能比光面鋼絲繩有所降低,宜在嚴重腐蝕環境中使用。鍍鋁鋼絲繩比鍍鋅鋼絲繩更耐腐蝕、耐磨、耐熱,主要用於漁業拖網船舶及含H2S的礦井等,采用先鍍後拔法生產。塗尼龍或塑料的鋼絲繩分塗繩和塗股後合繩兩種。前者用於靜索,後者用於動索。
制繩用鋼絲 制繩常用鋼絲的鋼種和性能如表:
制繩常用鋼絲的鋼種和性能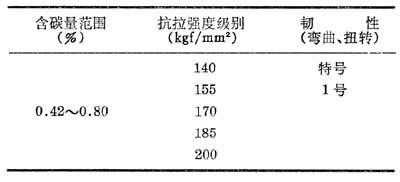
鋼絲繩的生產工藝及設備 鋼絲繩的生產有卷線、捻股及合繩三個基本工序。
卷線工序 將鋼絲線盤,重新卷在捻股機的工字輪上;也可將鋼絲從拔絲機後直接卷到工字輪上。
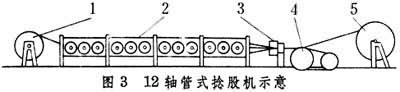
捻股 將鋼絲捻成繩股。捻股機有筐籃式、軸管式、無管式和雙捻機等。圖3為12軸管式捻股機示意圖,1是裝下層繩股的工字輪,2是旋轉的機筒,內裝12個卷滿鋼絲的工字輪,3是成股的壓線瓦,4是牽引輪,5是上層繩股的收線輪,機筒旋轉一周,牽引輪引出的繩股長度即為股的捻距。
合繩 將股合成鋼絲繩。目前筐籃式成繩機使用較多,合繩工藝和捻股機基本相同。
參考書目
Β.Τ.莫裡納爾等著,周學良等譯:《鋼絲繩生產工藝基礎》,冶金部金屬制品科技情報網,北京,1976。(В.Т.Мольнар и Ю.В.Владимиров,Технологическиеосновы Производсмва смалъныхканамов,изд.Металлургия,Москва,1975.)