使工件和工具電極各自按一定的規律作回轉運動,運用空間共軛成形原理把工件加工成形的電火花加工,又稱電火花展成加工。這種方法是在1970年由中國的孫昌樹所發明的。至80年代初,已發展成包括數十種工件的成形運動設計的一整套加工技術。
>
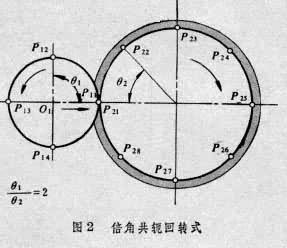
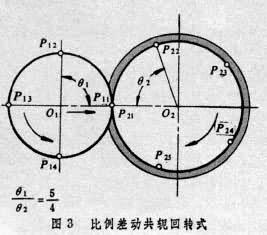
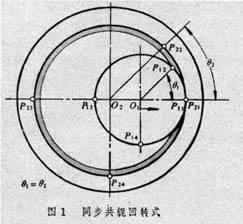
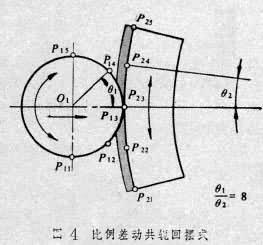
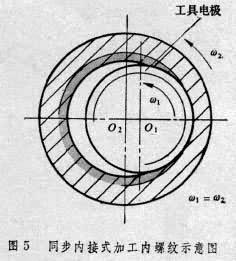
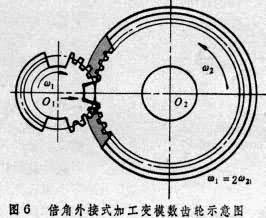
加工原理 在電火花加工過程中,使工件與工具電極各對應點之間始終保持對應重合的關系,從而形成共軛運動。基本類型有:①同步共軛回轉式,工具電極的轉角θ1與工件轉角θ2相等(圖1);②倍角共軛回轉式,θ1=Kθ2,K為整數(圖2);③比例差動共軛回轉式,θ1/θ2=K1/K2,K1與K2均為整數(圖3); ④比例差動共軛回擺式,θ1/θ2=K1/K2,K1與K2均為整數(圖4)。每種類型又可分為內接、外接和交接等形式。圖5為同步內接式加工精密內螺紋示意圖。具有外螺紋的工具電極在工件孔內作徑向進給,並與工件作等角速度的回轉(ω1=ω2)。圖6為倍角外接式加工變模數齒輪示意圖。工具電極作徑向進給和軸向直線或螺旋往復運動。工具電極回轉角速度為工件回轉角速度的兩倍(ω1=2ω2)。
特點和應用 加工時工具電極與工件處於回轉切接狀態,放電區域附近有足夠空間和液流擾動,始終保持良好的排屑、排氣條件。可以在極小間隙下進行加工,從而減小包絡線成形的偏差。因是在窄長區域內放電,極間電容影響小,有利於實現超精加工。但由於加工面積較小,生產效率較低。利用共軛回轉再加上輔助運動,能加工圓柱面、圓錐面、平面和旋轉曲面,以及由漸開線、擺線、螺旋線、等速螺旋線和二次曲面等組成的復雜型面,特別適用於硬質合金和淬硬鋼件的加工。加工精度可達微米級,表面粗糙度可達Rα0.32~0.04微米。這種方法常用於加工螺紋量規、螺紋板牙、硬質合金復雜成形刀具、滾壓模具、小直徑滾珠絲杠和螺母以及硬質合金齒輪等。