經裝料和調整後,能按一定程式自動完成工作迴圈,重複加工一批工件的車床。除裝卸工件以外能自動完成工作迴圈的車床稱為半自動車床。自動車床可減輕工人體力勞動強度,縮短輔助時間,並可由一人看管多臺機床,生產率較高。
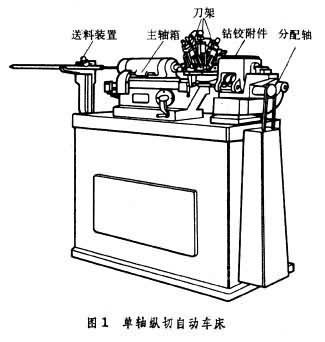
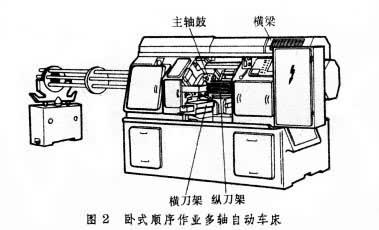
按主軸數目,自動車床分單軸和多軸兩大類。前者主要有單軸縱切、單軸轉塔和單軸橫切3種型式;後者則主要有順序作業的和平行作業的兩種,並按主軸的配置又有立式和臥式之分。機床一般採用凸輪和擋塊自動控制刀架、主軸箱的運動和其他他輔助運動。單軸縱切自動車床(圖1)以冷拔棒料為坯料,工作除旋轉外還隨主軸箱作縱向進給,刀架作橫向切入和進給,可獲得較高的加工精度。機床還配有鉆孔、鉸孔(見鉸削)和切螺紋的附件,是儀表工業的重要機械加工設備。單軸轉塔自動車床具有轉塔刀架和多個橫向刀架,可用多種刀具順序切削,適合於加工形狀復雜的小工件。單軸橫切自動車床的主軸箱和刀架均不作縱向進給運動,而由成形刀具的橫向進給運動完成切削加工。這種機床僅用於加工形狀簡單、尺寸較小的銷、軸類工件。順序作業多軸自動車床(圖2)的多根(通常有4、6、8根)主軸裝在可周期性轉位的主軸鼓內,裝夾在主軸中的坯料順序經過各工位完成不同工序的加工,並在最後一個工位切斷或卸下。這種車床適合於加工形狀較為復雜的工件。平行作業多軸自動車床有位置固定的幾根(一般為2或4根)主軸,同時在幾個工位上進行相同工序的加工,適合於加工形狀簡單的工件。
以凸輪和擋塊作為控制元件的自動車床工作穩定可靠,在自動車床中仍占多數。但工件改變時要重新設計和制造凸輪,並需花費較多時間調整機床,故隻適用於大批、大量生產。20世紀50年代以來,陸續出現瞭用插銷板控制的程序控制自動車床和用穿孔帶或電子計算機控制的數字控制自動車床,因而在中小批生產中也得到應用。